


We have reached a turning point in our industry. The machine tools that were built 10-15 years ago featured islands of automation built on a platform of history. That is to say, the legacy of the manual/hydraulic/electric machines still underpinned the very modern functionality. Today, machine tool makers are standing that model on its head. While the machine tool looks familiar, some of the automation is irreversibly baked into the solution—and that is a very, very good thing.
Such is the case with the TRUMPF TruBend Center 7030. We were fortunate to work with the very latest iteration of this panel bending platform at the TRUMPF Smart Factory in Hoffman Estates, IL, just outside of Chicago. The automation sometimes reaches many facets of the process, sometimes only a small thing (overall material handling covers a lot of ground, yet a component of that, the pusher, has but one task).
Meet the panel bender
Before we get into a deep dive on the capabilities, let’s look at the basic aspects of the machine:
- It can handle thicknesses up to 3 mm (steel), 2.2 mm (stainless), and 4 mm (aluminum), and minimum thickness of 0.4 mm;
- Maximum bend length is 123 in.;
- Minimum bend length is just under 8 in.;
- Maximum part size is 123 in. x 59 in.
The panel bender is set up with the core bending area in the middle. As you look at our TRUMPF TruBend Center 7030 from the front, the “east wing” is for loading. It is connected to the ample STOPA storage system, and a cart contains the neatly stacked input—freshly cut laser blanks—ready for bending. (You can set it up in mirror image to what we worked with at the Smart Factory, loading on the west side, and unloading on the east side.)
An automated loading system grabs the blank, holds it up while the loading brush table assembles itself so the blank can be lowered onto it. It is rolled up into itself before the loading activity begins. Once on the table, the blank is centered at the proper north/south line. In our setup, a shuttle comes to pull the blank onto the bending table. It is timed so that as the shuttle pulls the blank in, it pushes out the just-finished part, taking advantage of two actions happening at once, utilizing “cloaked time.”
This time-saving concept is repeated in different areas of the panel bender, making time gains in a subtle manner. In fact, the whole process seems unrushed, with the main exception being the manipulator, located in the middle of the bending table. It fairly flies in a north-south line positioning the blanks. It also rotates the blanks and parts at a high rate.
Built into the bending table are clamps, suction cup units, and magnetic units, all used to help manipulate parts.
On the west side of the fully configured TRUMPF TruBend Center 7030, we have essentially a well-configured and organized “landing” area—the offload table. This too is a brush table, like the other horizontal surfaces. A sort of “bridge” hangs down from the eastern side of the offload table, which comes up to 90 degrees to form a continuous, flat surface with the bending table, enabling full automation part flow.
Other important components of the system include:
- The ACB laser, which checks the angle of the bend while working. The optical system detects the exact angle without contact and corrects it in real time.
- An On-Demand Drive which supplies the panel bender with the exact amount of energy required; it only runs during the bending process. Otherwise, the hydraulics stand still without consuming energy.
- An additional screen is included at the control unit. This allows the operator to have two separate references available at any time, even including a live camera shot of the bend from inside the machine.
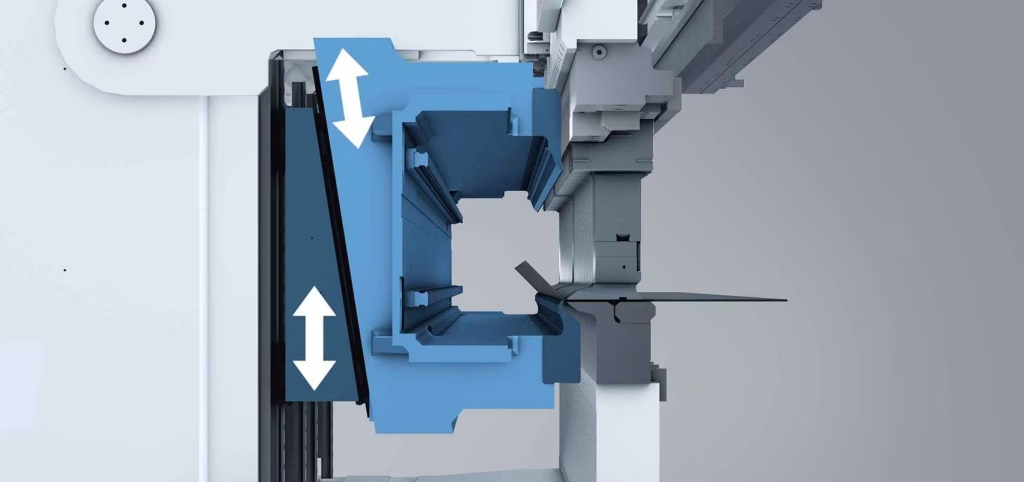
- Angle drive technology (see Figure 1) uses two axes that ensures precise path control and enables exact angles. Sensitive workpieces are protected, and if pressure needs to be increased, it can happen between the wedge itself and the back part of the “C” bender. Their relative positions change, according to how much force to put where, and when. Because all this happens in the “middle half” of the bending area, anything you bend within the middle 50 inches will not need any crowning help—it’s all the same pressure.
Intros to the machine, and manual loading
Johannes Wiesinger is the first of our two hosts to join us, and he is an Application Specialist for TRUMPF, Inc. In our first video, we will see the preparation for doing a manual job on the machine. When doing a manual job, that means we load and unload manually.
The sequence is starting the machine (the pumps), then we prepare the tools to make sure they are in the configuration we need. When the machine has gone through its startup paces, it signals with a flashing green light that it is ready, and the operator may enter the area to manually load a blank.
Magnets hold the part in place, Wiesinger verifies the part is loaded, and uses the foot pedal to start the job—which does not happen right away. This is for safety reasons. The job automatically starts as soon as Wiesinger walks through to the outside of the light curtain, a safety barrier installed along the perimeter of the TRUMPF TruBend Center 7030.
The part is a flat with an array of holes and was cut on the TRUMPF TruLaser Center 7030 (our coverage of this laser platform from early 2026 is here). After bending, the flat is still flat, and the upturned sides (only about two inches or so) meet perfectly with no gaps, ready for the TRUMPF TruLaser Weld 5000 (which we covered here in late 2025). Here’s a look at this intro on video:
We again load a part manually in our second video. We bend a part here, then we get much deeper information on how the TRUMPF TruBend Center 7030 uses several flexible approaches (operator, magnets, suction cups, and a pusher, sort of a pushrod) to move blanks during processing. We also get a close-up view and explanation of the tooling.
When Wiesinger loads the blank, the machine recenters it automatically and rotates it in preparation for the bend. We get an explanation of how this works during the video. We also learn more about the three ways of moving a part on the table (clamp, magnet, suction cups), and the dies and the lower blade and upper blade. We also see how the manipulator gets an assist from the pusher, to push the part and square it up in the bending area.
An inside job
In our next video, we start with a tool change, which we can plainly see happening, and then we manually load the blank. Now, before we started this video, we set up a camera in the back of the machine to show the inner workings and started it running.
We put the “inside” video into the first in a picture-in-picture configuration. We get to see the job from the front and from the side. One thing we’ll see—and it’s very obvious from the side view—is how the machine uses its ACB laser angle measuring system to make a bend that is close to the desired angle, then back off and approach it again to make that small, corrective bend that gets it to the final angle, with factors like springback already sorted.
We also get a look at the double display at the operator control area. On the top display, see the system’s camera showing the operator the bend results. (We also show it in the inset from the separate camera.) Additionally, the monitor displays the data behind the bend. Here is a look at that video:
In the fourth video, we meet Sebastian Leeb, Product Manager for the TRUMPF TruBend Center 7030 in North America. Leeb gives us a detailed tour of the machine, all the while explaining that speed, precision, autonomy, and automation all come together in a single product that makes perfect sense in today’s time-sensitive, worker-scarce market.
The “east” side of the machine is all about loading—both loading blanks cut by the TRUMPF TruLaser Center 7030 then stored in the STOPA storage system and moved to the panel bender, as well as taking these staged blanks and moving them throughout the process, finally waiting to be picked up on the west side. You can bet there was some material handling science that went into the part throughput logistics.
On the east side is a gantry system, and the loading hand knows exactly where the blank is based on a program. As it picks up the part, the brush table (there is a brush table hiding in rolled-up form next to the bending table) unfolds and receives the part when it is a flat brush table. Once the piece is on the loading table, a bar pushes the part to the north to center it.
The next step involves the shuttle. It grips the front end of the blank and moves it from the loading table to the middle of the bending table. As it moves toward the center, it has already deployed a sort of contact plate that touches the part that has just finished. The front of the shuttle pushes the part, and the back of the shuttle pulls the blank. Double duty–a signature of this piece of automated equipment.
The blank is dropped off in the center so that the rotary manipulator can move the blank to the bending area. The process then begins anew, with the shuttle returning to the east end of the table.
An automatic tool changer, a light gray shuttle raised up from the table, brings tools to the center of the tooling, where they can be changed out for different projects. While you can change the tools for each job, the tools are all standard tools and never need to be changed out. Furthermore, they are rugged enough to last the life of the machine; they never have to be reground.
Let’s go back to the west side for a moment. Leeb points out the features that make the offloading area ergonomic. He also points out that anyone can step into the offloading area because there is no danger of moving parts there (except the parts you’re making being offloaded).
Johannes, Sebastian back
Now that we have had a detailed look at the process performed by the TRUMPF TruBend Center 7030 we are now going to do a job in full automation mode. Wiesinger rejoins us with knowledgeable narration as we watch the process from start to finish.
First things first: Wiesinger restarts the machine at the console. The offload table joins to the bending table with a brush table bridge. He prepares the job to run using the console’s touchscreen control.
We pick up material, and the ready material goes to the bending unit. Simultaneously, another blank is staged. The shuttle pushes a finished part to the offload area and pulls the next blank behind it.
Finally, the rotary arm sets the part true in the bending unit, and the blank is bent:
Sebastian Leeb is with us again in our final video, which gives fabricators a look at some market-entry opportunities afforded by the TRUMPF TruBend Center 7030.
In this video, we look at in detail two parts. The first is a toolbox for the garage.
The housing and drawers are all galvanized steel. A hemmed and radius bumped bend in the handle is called for to make an attractive, safe, and durable handle for the drawers. Leeb shares some good intel with us: If you have one large surface, and the majority of the bends go upward, it is a perfect opportunity to make bends on a panel bender.
The second product is a server rack, a huge opportunity for fabricators to do their part in populating the market during the upcoming boom in server farms.
The whole assembly is a base plate, vertical corner braces fitted in the front with 19-inch rack fittings, a top plate, and chiller housing on top. Like other parts we saw today, these parts are formed on the TRUMPF TruLaser Center 7030 and welded on the TruLaser Weld 5000:
Almost everything
We covered a lot of ground in few videos and a story. We did not get to the software that runs the machine, nor to the TRUMPF BendGuide web application. This application allows you to calculate press force, nesting height, flange length, sheet thickness conversion, and much more. And of course, you will be able to discover more at the website cited below.
Our thanks to Catherine Flynn, Sebastian Leeb, and Johannes Wiesinger for their help in this Under the Hood story. NOTE: Since this story was written, Johannes Wiesinger joined TRUMPF Maschinen Austria with a new title: Global Technical Sales.
More information: https://www.trumpf.com/en_US/products/machines-systems/bending-machines/trubend-center-series-7000/